 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Produtos
- Molde grande para eletrodomésticos
- Molde para pequenos eletrodomésticos
- Molde de peças domésticas de plástico
- Molde plástico para equipamentos médicos
- Molde plástico para instalações de escritório
- Molde de peças automotivas de plástico
- Molde de peças de motocicleta de plástico
- Molde de produtos para animais de estimação
- Molde de plástico para cadeira
- Molde de peças industriais de plástico
- Molde de injeção de caixa de plástico
- Molde de produtos infantis de plástico
- Molde de parede fina de plástico
- Pré-forma PET e molde de tampa
- Molde de encaixe de tubo de plástico
- Produtos plásticos
- Outros moldes









Molde mata-insetos eletrônico de plástico
Como fabricante profissional, gostaríamos de fornecer a você um molde mata-insetos eletrônico de plástico de alta qualidade. E ofereceremos a você o melhor serviço pós-venda e entrega pontual. Nós somos um fabricante profissional de molde mata-insetos eletrônico de plástico na China, se você quiser saber mais, pode entrar em contato conosco.
No verão, as moscas e os insetos estão ao nosso redor e sempre nos picam, é perigoso e desagradável, então, no verão, muitas pessoas gostam de usar o mata-moscas eletrônico de plástico e o mata-moscas para eliminar as moscas. A empresa de moldes Hongmei pode ajudá-lo a fazer este molde eletrônico de plástico para mata-moscas e insetos com boa qualidade.
No verão, as moscas e os insetos estão ao nosso redor e sempre nos picam, é perigoso e desagradável, então, no verão, muitas pessoas gostam de usar o mata-moscas eletrônico de plástico e o mata-moscas para eliminar as moscas. A empresa de moldes Hongmei pode ajudá-lo a fazer este molde eletrônico de plástico para mata-moscas e insetos com boa qualidade.
Enviar consulta
Descrição do produto
Como fabricante profissional, gostaríamos de fornecer a você um molde mata-insetos eletrônico de plástico de alta qualidade. E ofereceremos o melhor serviço pós-venda e entrega pontual.
Molde mata-insetos eletrônico de plástico
Recurso de molde
Material da peça: ABS
Aço do molde: p20
Cavidade: cavidade única
Sistema de ejeção: pino de ejeção
Corredor: corredor frio
Tempo de ciclo: 26s
Tonelagem da máquina de injeção: 150T
Prazo de entrega: 30 dias
Embalagem: caixa de madeira
Introdução de molde eletrônico de plástico mata-moscas e insetos
Dispositivos exterminadores de insetos são práticos, mas têm um ponto fraco: o inseto precisa se aproximar deles para ser eletrocutado. Mas o que acontece se houver um mosquito ou uma mosca à solta dos quais você precisa se livrar? Para esses momentos, o que você precisa é do mata-moscas elétrico de dupla utilização-Zapper Bug Killer com sua "raquete" recarregável. Retire-o e pelos próximos 30 minutos ele permanecerá carregado e será uma arma potente para se livrar daquelas irritantes pragas voadoras! Em outras palavras, isso combina a função de uma armadilha elétrica para insetos e um mata-moscas elétrico em uma unidade doméstica elegante.
Claro, com a raquete zap no lugar e conectada a uma tomada CA, o mata-moscas elétrico de dupla utilização funciona como uma armadilha elétrica padrão para insetos e permite que você goste de ler ou dormir em uma noite de verão com as janelas abertas. Está disponível em duas cores (branco ou cinza escuro), facilitando o ajuste ao seu espaço e gosto. É leve e fácil de usar - basta conectá-lo! A arma definitiva contra insetos está aqui!
Configuração da linha de resfriamento do mata-moscas eletrônico de plástico mdeveria
As linhas legais geralmente são organizadas em séries ou layouts paralelos. As linhas frias em construção paralela compartilham o líquido refrigerante que flui do controlador de calor do molde de plástico. Assumindo uma queda de pressão igual por linha, a taxa de fluxo de refrigerante por linha é aproximadamente igual à taxa de movimento total transportada através do controlador de temperatura dividida pela quantidade relativa às linhas paralelas ligadas a ele. Por exemplo, uma unidade de gerenciamento de 11 galões por minuto forneceria cerca de 1,35 galões por minuto em oito linhas de resfriamento paralelas iguais.
Pequenas variações na queda de tensão entre linhas paralelas podem resultar em grandes diferenças na taxa de movimento do refrigerante e possíveis dificuldades de resfriamento. Os circuitos em série evitam esse problema mantendo uma taxa de movimento padrão do líquido refrigerante através do circuito. Por outro lado, um grande aumento no calor do líquido refrigerante em circuitos de séries longas pode resultar em resfriamento menos eficiente nas extremidades dos circuitos.
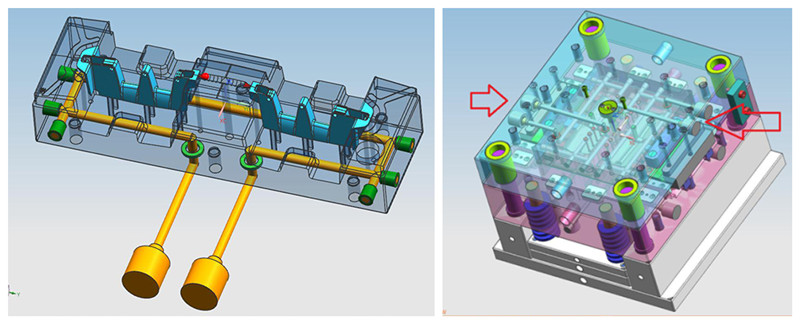
Sendo um compromisso, pense em dividir grandes circuitos frios diretamente em vários circuitos em série menores relacionados à queda de tensão igual. Faça uso de medidas de controle de fluxo para equilibrar o movimento através de circuitos com comprimentos e/ou limitações desequilibrados.
Em circuitos em série, direcione o resfriamento primeiro para locais que exigem o máximo de resfriamento: geralmente, porções grossas, punções quentes ou o personalizadomolde mata-insetos eletrônico de plásticoinstalação. Para uma troca de calor eficiente através do molde personalizado em direção ao refrigerante, planeje o sistema de resfriamento para atingir um movimento turbulento, ou seja, uma quantidade de Reynolds significativamente maior em comparação com a importância do início da turbulência relativa a cerca de 2.600. Com uma quantidade de Reynolds relativa a 10.000, a importância alvo do projeto comum, o refrigerante de água troca calor uma ordem relativa à magnitude mais rápido em comparação com o movimento laminar. Não subestime as demandas de resfriamento relacionadas a componentes de paredes finas. Diminuir o tamanho da parede por peça reduz o menor tempo de resfriamento para um quarto. Para atingir toda a redução possível do tempo de ciclo, o método de resfriamento deve retirar o calor a uma taxa 4x maior. Diferentes fatores interessantes para abordar
1. Utilize medidores de controle de fluxo para examinar obstruções e modificar a taxa de movimento do líquido refrigerante através dos circuitos de resfriamento;
2. Evitar restrições de movimento, desconexões rápidas e diferentes obstruções que aumentam a queda de tensão e diminuem a taxa de movimento do líquido refrigerante; e
3. Ofereça movimento suficiente do líquido refrigerante para limitar o aumento do calor do líquido refrigerante dentro dos circuitos a não mais de 4,5 graus.
O sistema de injeção também é muito importante paramolde mata-insetos eletrônico de plástico
O sistema de vazamento comum consiste em corredor principal, corredor de ramal, portão e poço frio. A posição de moldagem da peça plástica deve ser determinada antes do projeto do sistema de vazamento. O projeto do sistema de vazamento é uma parte importante do projeto doMolde eletrônico de plástico para matar moscas e insetos. Tem impacto direto no ciclo de moldagem por injeção e na qualidade das peças plásticas (como aparência, propriedades físicas, precisão dimensional)
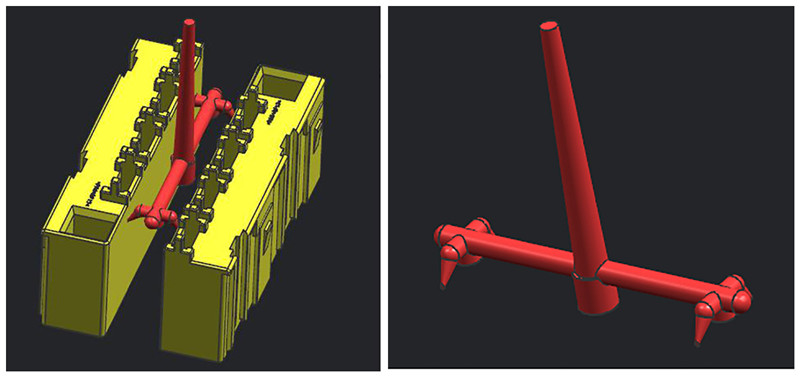
Eu perdi meu design de Molde eletrônico de plástico para mata-moscas e insetos, então eu uso outro design aqui, mostro a vocês.
O design deve ser baseado nos seguintes princípios:
(1) O layout da cavidade e a posição de abertura da comporta devem ser simétricos para evitar que o molde seja submetido a cargas desequilibradas e cause rufos.
(2) A disposição das cavidades e comportas deve reduzir ao máximo as dimensões gerais do molde.
(3) O canal de fluxo do sistema deve ser o mais curto possível e o tamanho da seção transversal deve ser apropriado (muito pequeno, a pressão e a perda de calor serão grandes, e muito grande, o consumo de plástico será grande): minimize o flexão, e a rugosidade da superfície deve ser baixa para minimizar a perda de calor e pressão. Pode ser pequeno. ,
(4) Para cavidades múltiplas, o plástico fundido deve entrar nas profundezas e nos cantos de cada cavidade ao mesmo tempo, tanto quanto possível, e os corredores devem ser dispostos o mais equilibrados possível.
(5) Partindo da premissa de que a cavidade está cheia, o volume do sistema de vazamento deve ser o menor possível para reduzir o consumo de plástico.
(6) A posição da comporta deve ser apropriada, tentando evitar impacto na inserção e no núcleo pequeno e evitar que o núcleo se deforme. O resíduo do portão não deve afetar a aparência da peça plástica.
Perguntas frequentes
P: Você é uma fábrica de moldes?
R: Sim, a empresa Hongmei foi fundada em 2014 e se especializou na fabricação de moldes de injeção.
P: Que tipo de molde você pode fazer?
A: Molde de injeção de plástico, incluindo principalmente molde de peça doméstica, molde de carcaça de aparelho, molde de peça de parede fina, molde de peça automotiva, molde de peça industrial, molde de tubo e molde de pré-forma para animais de estimação.
P: E quanto às suas condições de pagamento?
R: Pré-pagamento de 50% adiantado e o saldo deve ser pago antes do envio.
P: Quanto tempo para terminar um molde?
R: A maior parte será concluída em 45 dias, mas alguns moldes complexos e grandes levarão mais tempo.
P: Como'a produção anual da sua empresa?
R: Podemos fazer 300-500 conjuntos por ano.
P: Quanto tempo dura o período de garantia do molde?
R: O período de garantia do molde é de 1 ano (danos causados por fatores humanos ou acidentes não estão dentro do escopo da garantia), e as peças de desgaste serão enviadas para você gratuitamente.
A empresa Hongmei personalizará o molde para você economizar tempo e dinheiro. Estamos ansiosos para colaborar com você! Bom serviço pós-venda! Sua satisfação é nosso objetivo!
Bem-vindo, você nos pergunta!Mais informações entre em contatonós!
Contate-me
Hot Tags: Molde eletrônico de plástico para mata-insetos, China, personalizado, qualidade, moda, novo estilo, venda quente, popular, barato, compra, venda mais recente, atacado, mais novo, preço baixo, fábrica, feito na China, preço, fabricantes, fornecedores, OEM , ODM, entrega no prazo, amostra grátis
Etiqueta do produto
Enviar consulta
Por favor, sinta-se livre para dar o seu inquérito no formulário abaixo. Responderemos em 24 horas.









X
Utilizamos cookies para lhe oferecer uma melhor experiência de navegação, analisar o tráfego do site e personalizar o conteúdo. Ao utilizar este site, você concorda com o uso de cookies.
política de Privacidade