 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Lar
>
Produtos > Molde de peças domésticas de plástico
>
Caixa de uso de estudo para crianças de plástico
Produtos
- Molde grande para eletrodomésticos
- Molde para pequenos eletrodomésticos
- Molde de peças domésticas de plástico
- Molde plástico para equipamentos médicos
- Molde plástico para instalações de escritório
- Molde de peças automotivas de plástico
- Molde de peças de motocicleta de plástico
- Molde de produtos para animais de estimação
- Molde de plástico para cadeira
- Molde de peças industriais de plástico
- Molde de injeção de caixa de plástico
- Molde de produtos infantis de plástico
- Molde de parede fina de plástico
- Pré-forma PET e molde de tampa
- Molde de encaixe de tubo de plástico
- Produtos plásticos
- Outros moldes







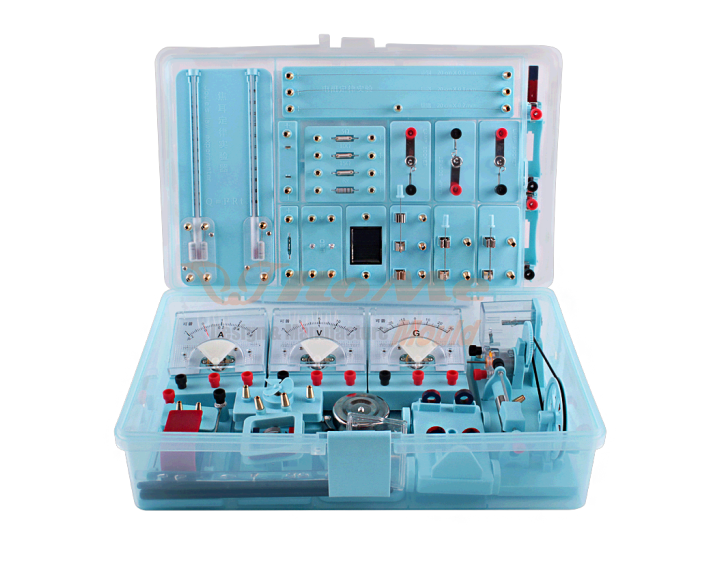
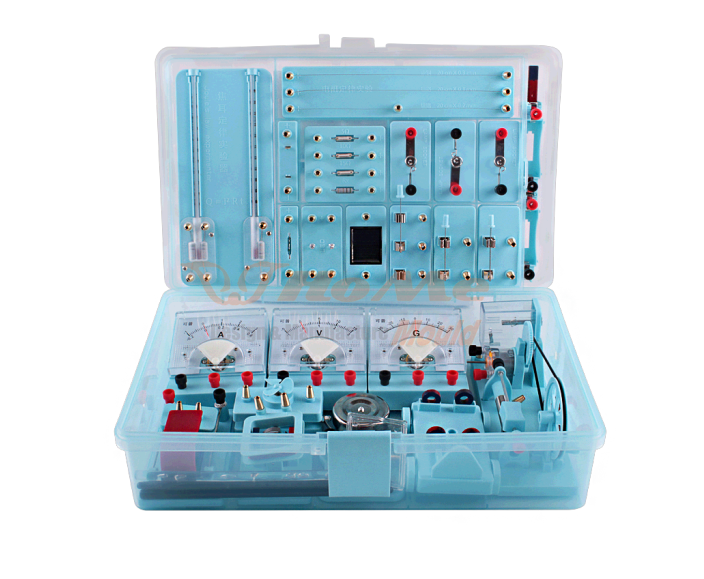
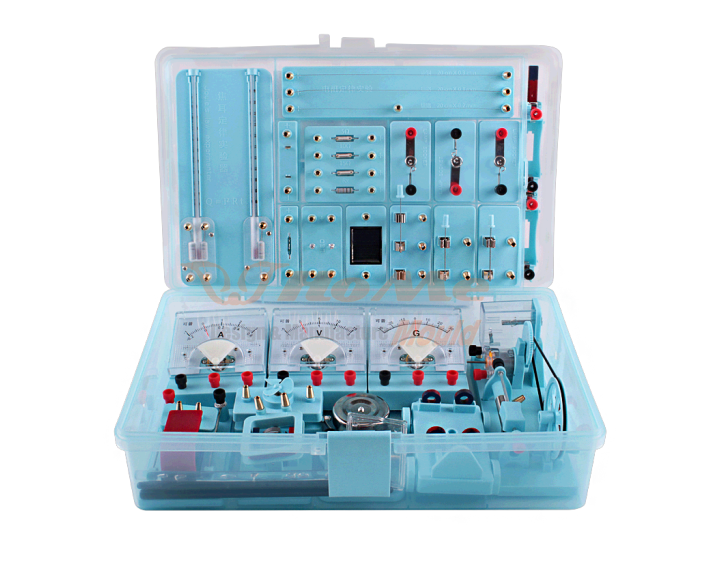
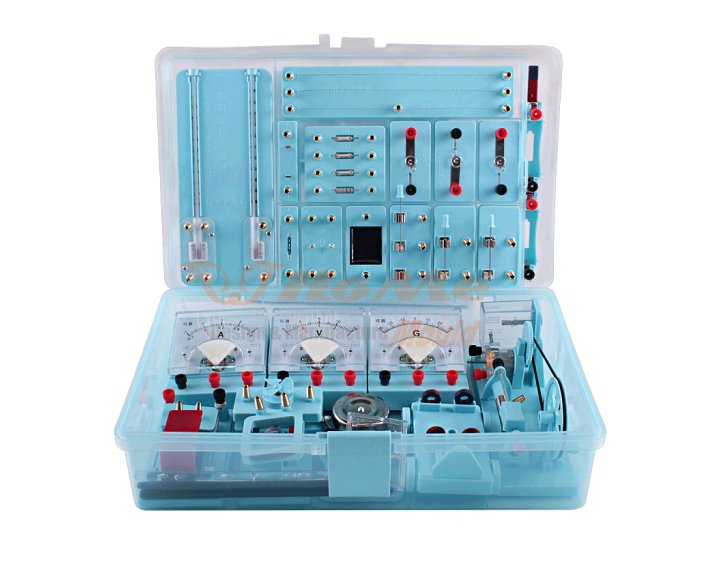
Caixa de uso de estudo para crianças de plástico
Como fabricante profissional, gostaríamos de fornecer a você uma caixa de plástico para uso em estudo para crianças de alta qualidade. E ofereceremos a você o melhor serviço pós-venda e entrega pontual. Somos um fabricante profissional de caixa de uso de estudo para crianças de plástico na China, se quiser saber mais, entre em contato conosco.
Hongmei é uma fábrica de moldes de injeção de plástico e podemos produzir todos os tipos de caixas, como caixa de ferramentas da indústria, caixa de pesca, caixa de primeiros socorros, caixa de resfriamento e outras caixas domésticas.
Hongmei é uma fábrica de moldes de injeção de plástico e podemos produzir todos os tipos de caixas, como caixa de ferramentas da indústria, caixa de pesca, caixa de primeiros socorros, caixa de resfriamento e outras caixas domésticas.
Enviar consulta
Descrição do produto
Como fabricante profissional, gostaríamos de fornecer a você uma caixa de plástico para uso em estudo para crianças de alta qualidade. E ofereceremos o melhor serviço pós-venda e entrega pontual.
Detalhe do molde da caixa de uso de estudo para crianças de plástico
Aço do molde: H13
Tamanho da peça:330*330*390mm
Tamanho do molde: 660*660*580mm
Sistema de injeção: pino de injeção
Corredor: corredor frio
Tempo de injeção: 30s
Polonês: couro granulado
Prazo de entrega: 40 dias
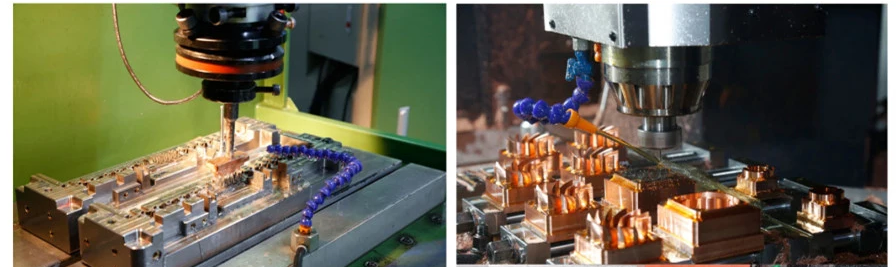
Como fazer caixa de uso de estudo para crianças de plástico
Em primeiro lugar, o material de aço deve ser selecionado para a cavidade do molde e para a parte da cavidade do núcleo do molde. Além disso, o material de aço de alta dureza deve ser usado como base do molde e, em seguida, as peças padrão do molde adequadas devem ser selecionadas. O bom sistema de enchimento de material plástico requer assistência especial do sistema de câmara quente. Moldando e garantindo o melhor sistema de refrigeração
Um bom projeto de estrutura de molde é a premissa de uma fabricação qualificada de moldes. Os designers e estilistas de moldes da empresa têm mais de 13 anos de experiência profissional em design e fabricação de moldes e podem analisar todos os aspectos da estrutura do molde e da estrutura do produto (incluindo: análise do fluxo do molde). , inclinação de liberação do molde, microcosmo da superfície do produto, projeto do sistema de fundição, projeto do sistema de exaustão, projeto do sistema de resfriamento, etc.) Os problemas mais importantes e mais difíceis desses moldes são testes repetidos ao projetar a estrutura do molde.

As principais etapas do teste de molde
1. Verifique se o material plástico do barril está correto e leve ao forno conforme necessário.
2. O tubo de material deve ser completamente limpo para evitar que a cola ou mistura ruim entre no molde, pois a cola e a mistura ruins obstruirão o molde. Verifique a temperatura do tubo de material e do molde para ver se é adequada para o material.
3, ajuste a pressão e a injeção para produzir uma aparência satisfatória do produto, mas não pode executar flash, especialmente a cavidade e alguns produtos acabados não estão completamente congelados, deve considerar uma variedade de condições de controle, antes do ajuste, porque o enchimento do molde as taxas mudam um pouco, levarão a grandes mudanças.
4. Esperar pacientemente que a máquina e o molde estejam em estado estável pode levar mais de 30 minutos, mesmo para máquinas de tamanho médio. Use esse tempo para ver o que pode dar errado com o produto final.
5. O tempo de avanço do parafuso não deve ser inferior ao tempo de solidificação do plástico na comporta, caso contrário o peso do produto acabado será reduzido e o desempenho do produto acabado será destruído. Quando o molde é aquecido, o tempo de avanço da rosca é estendido para comprimir o produto acabado.

6. Ajuste e reduza razoavelmente todo o ciclo de processamento.
7. O novo estado estacionário leva pelo menos 30 minutos e então produz continuamente pelo menos 12 produtos de formato completo, no máximo data, quantidade e posição individual, de acordo com a cavidade, a estabilidade da operação de inspeção e o controle razoável do tolerância de saída.
8. Meça e registre as dimensões importantes da amostra contínua (após resfriamento à temperatura ambiente).
Como evitar falhas na moldagem por injeção?
Entre as cinco formas básicas de falha de molde, a falha por fadiga térmica é mais provável de ocorrer em moldes trabalhados a quente com grandes diferenças de temperatura entre moldes quentes e frios, enquanto outras quatro formas diferentes podem aparecer em todos os tipos de moldes. Muitas vezes existem ligações estreitas entre diferentes formas de fracasso e facilitação entre interações.
Algumas marcas de ranhuras causadas por desgaste são frequentemente propensas a vários fenômenos, como trincas por fadiga e trincas por fadiga térmica, e se algumas ranhuras profundas e afiadas forem elas próprias, elas podem se tornar o ponto de trinca de uma fratura única. Depois que rachaduras por fadiga e rachaduras por fadiga térmica aparecerem na superfície da peça, a qualidade da superfície será seriamente deteriorada e o fenômeno de desgaste será intensificado. A ponta da trinca causará várias concentrações de tensão e se tornará uma fonte comum de fratura.
Embora o desgaste do molde leve à falha de partes importantes do molde, sob condições normais de trabalho, o molde pode funcionar de forma estável e eficaz por um longo tempo antes que o desgaste falhe. Na verdade, a vida útil efetiva dos moldes de que falamos é determinada principalmente pela falha por desgaste. Para esses moldes, a falha por desgaste dos moldes plásticos refere-se à sua perda normal de desempenho, e a vida útil efetiva é a base para determinar a vida útil esperada do molde.
A vida útil efetiva de alguns moldes para serviços pesados, como moldes de extrusão a frio, é determinada principalmente pela falha por fadiga. A vida útil efetiva de alguns moldes com grande diferença de temperatura entre o frio e o calor, como os moldes de fundição sob pressão, é determinada principalmente pela falha por fadiga térmica. Os moldes geralmente têm uma vida útil longa antes da fadiga e da falha por fadiga térmica, mas ainda os consideramos rotineiramente como falhas precoces do molde. Se houver um problema com a qualidade do molde, ou se o molde for depurado ou usado incorretamente, a deformação plástica e a falha do produto podem ocorrer em diferentes estágios de uso do molde e, uma vez que ocorram, as consequências provavelmente serão fatais para o molde. Eles também são a principal forma de falha nos estágios iniciais da formação do molde.
Como garantir e melhorar a vida útil dos moldes de moldagem por injeção, por um lado, através de várias maneiras de garantir e melhorar ao máximo a resistência ao desgaste de partes importantes do molde, para que o molde tenha dureza suficiente para evitar desgaste e reduzir vida útil, por outro lado. Várias medidas devem ser tomadas para evitar a falha precoce de várias partes do molde e para garantir que o molde possa operar com segurança e estabilidade durante a vida útil efetiva.
Economia de molde e. Polimento
O polimento para economia de molde é o processo de retificação da superfície do núcleo do molde e do núcleo do molde com materiais abrasivos, como pedra oleada, lixa, etc. O objetivo é remover os padrões de fogo e linhas de faca do processamento inicial do molde e fazer o produtos plásticos fáceis de desmoldar durante a injeção e fazem com que a superfície do núcleo do molde atinja a suavidade necessária do produto plástico.
O polimento que economiza moldes é geralmente dividido em sentidos amplo e restrito na indústria.
O sentido estrito geralmente se refere aos materiais abrasivos utilizados: lixa e pedra de amolar. A superfície polida do molde é geralmente lisa e não terá alto acabamento e superfície espelhada, que é o processo de retificação inicial do processo de polimento para economia de molde. A lisura alcançada pelo desbaste é dividida de baixo para alto: B3.B2.B1, o número da lixa correspondente é: 400, 800, 1200.
A generalização do polimento para economia de moldes geralmente também inclui procedimentos de polimento de moldes.
Os materiais abrasivos utilizados para polimento de moldes são geralmente: roda de lã, folha de feltro, papel alumínio, pasta de diamante. O equipamento de polimento de moldes utilizado é geralmente uma máquina de polimento de moldes ultrassônica pneumática ou elétrica. A superfície alcançada pelo polimento do molde é uma superfície espelhada, e o processo de polimento do molde também é chamado de polimento espelhado.
A superfície espelhada polida pelo molde é dividida em A2/A1/A0 de baixo para alto. Os produtos correspondentes ao grau de acabamento são geralmente:
A2: Eletrodomésticos convencionais, como secadores de cabelo,
A1: escudo de telefone móvel de alto brilho, molde de lâmpada de carro
A0: Acessórios para celulares Apple, como carregadores, lentes transparentes
Qual molde feito pela HongMei?
Molde de cadeira: incluindo cadeira PP comum, cadeira de PC, cadeira de vime, também com cadeira de praia, cadeira com/sem mão, cadeira de ônibus, etc. Podemos controlar a tecnologia de assistência a gás durante a fabricação do molde; ajudamos o cliente a resolver o problema do empilhamento de cadeiras; podemos encontrar uma solução para realizar a troca do inserto na máquina injetora.
Molde de mesa: durante o projeto, consideraremos fazer a estrutura anti-deformação para evitar a deformação após a injeção.
Molde de cesta: temos um conjunto de tecnologia madura para molde de cesta de plástico, incluindo molde de cesta de frutas, molde de cesta de vegetais, molde de cesta de compras, molde de cesta de lavanderia, molde de cesta de drenagem, cestas de frutas dobráveis, molde de cesta de plástico portátil e assim por diante.
Molde do recipiente de armazenamento: molde de recipiente único, conjunto completo de armários de armazenamento, molde de recipiente transparente, molde de recipiente de parede fina.
Molde de utensílios de cozinha: incluindo molde de talheres, molde de rack de prato, molde de tábua de corte de plástico, molde de cesta de vegetais de plástico, molde de drenagem e cesta, molde de colher de água, molde de pires de plástico, molde de bacia, molde de treliça de gelo, molde de descascador, molde de abridor de garrafa e breve.
Molde para eletrodomésticos: incluindo molde para ar condicionado, molde para aparelho de TV, molde para máquina de lavar, molde para secador de mãos, molde para ventilador, molde para tampa da bateria, etc.
Molde de peça de automóvel: molde de pára-choques automático, molde de grelha automática, molde interior automático, molde de lâmpada automática, molde de porta automática, etc.
O molde de plástico inclui molde pequeno e grande, molde de estrutura simples e estrutura complexa, molde de peça única e molde de peça de montagem, peça não transparente e molde de peça transparente, podemos fornecer aos clientes a solução razoável e profissional de molde para obter ganhos mútuos.
Além disso, o molde Hongmei pode fazer moldes de fundição de alumínio, moldes SMC / BMC, etc.
Contate-me
Hot Tags: Caixa de uso de estudo para crianças de plástico, China, personalizado, qualidade, moda, novo estilo, venda quente, popular, barato, compra, venda mais recente, atacado, mais recente, preço baixo, fábrica, feito na China, preço, fabricantes, fornecedores, OEM, ODM, entrega no prazo, amostra grátis
Etiqueta do produto
Enviar consulta
Por favor, sinta-se livre para dar o seu inquérito no formulário abaixo. Responderemos em 24 horas.









X
Utilizamos cookies para lhe oferecer uma melhor experiência de navegação, analisar o tráfego do site e personalizar o conteúdo. Ao utilizar este site, você concorda com o uso de cookies.
política de Privacidade