 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Projeto de molde de recipiente de alimentos
Características do produto:
1. Características estruturais
A caixa descartável de fast food tem um formato relativamente grande e uma espessura de parede fina de 0,35 ~ 0,5 mm.
2. Características de uso
Requisitos para o uso de caixas descartáveis de fast food: primeiro, qualidade confiável, incluindo resistência confiável das peças plásticas, aparência bonita, não tóxica e inofensiva; segundo, baixo custo de fabricação, incluindo peças plásticas únicas, peso leve, baixo preço do material e alta utilização do material, produção O processamento é conveniente e a produção é grande o suficiente.
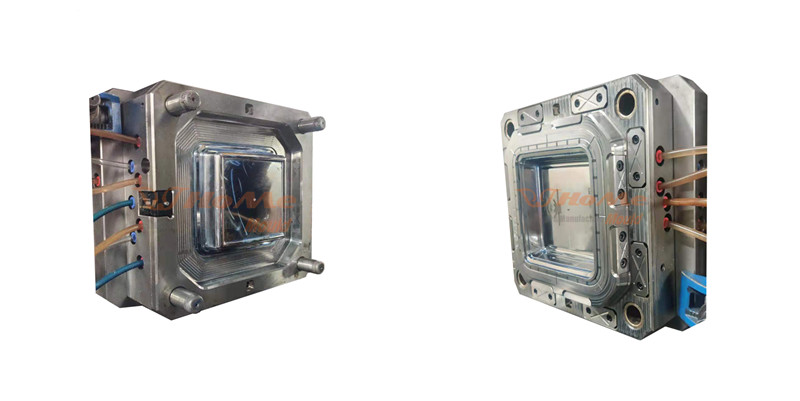
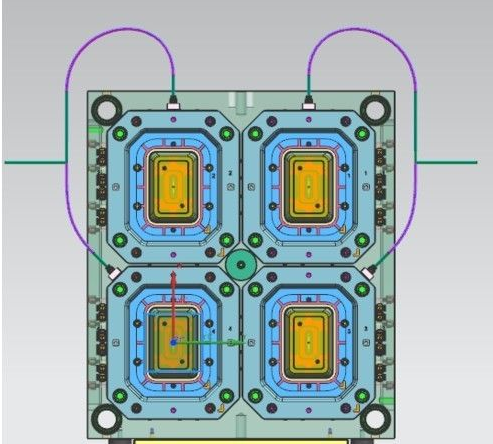
Projeto da estrutura do molde:
Considerando de forma abrangente as características das caixas descartáveis de fast food, o projeto do molde adota uma estrutura de molde de duas placas com 4 cavidades. Além disso, o sistema de vazamento, o sistema de resfriamento e o sistema de ejeção precisam ser considerados.
1. Projeto do sistema de vazamento
Para melhorar totalmente a taxa de utilização do material, e devido à baixa fluidez do polipropileno (PP), uma caixa de lanche descartável com espessura de parede de cerca de 0,5 mm deve ser moldada por injeção em um curto espaço de tempo. O sistema de vazamento do molde deve adotar a forma de uma câmara quente. A câmara quente tem as seguintes vantagens: ① economizar matéria-prima; ② pode melhorar a qualidade de moldagem das peças plásticas; ③ ajudar a melhorar a eficiência da produção e facilitar a produção automatizada. A desvantagem é que a temperatura do molde é muito alta e deve-se prestar atenção ao resfriamento suficiente, o que aumentará o custo de fabricação do molde. Considerando as vantagens e desvantagens da câmara quente de forma abrangente, o uso final do sistema de câmara quente ajuda a melhorar a qualidade de moldagem e a eficiência de produção das peças plásticas.
2. Projeto do sistema de refrigeração
A função do sistema de resfriamento é fazer com que o molde esfrie rapidamente e controlar a temperatura do molde. Como a temperatura do material PP durante a moldagem por injeção é de 220 ~ 270 ℃, o design razoável do sistema de resfriamento reduzirá bastante o tempo de resfriamento das peças plásticas e, assim, encurtará o ciclo de moldagem por injeção. Devido à estrutura e requisitos especiais do molde, o sistema de resfriamento utiliza resfriamento multi-loop para garantir totalmente o resfriamento das peças plásticas moldadas.
Como o molde usa um sistema de câmara quente, a temperatura da parte do bico quente será relativamente alta e um sistema de resfriamento também é adicionado ao bico quente da câmara quente.

3. Projeto do sistema de ejeção
Devido ao formato grande da caixa descartável de fast food e à espessura da parede relativamente fina, as peças plásticas têm uma força de aperto maior nas peças do molde. Se um sistema push-rod comum for usado, é fácil concentrar a força na posição da ponta da haste, e as marcas da haste afetarão o plástico. A qualidade de moldagem das peças será quebrada quando grave, resultando em resíduos. Se a ejeção do tipo placa de pressão for usada, a taxa de refugo será reduzida, mas a estrutura da placa de pressão aumentará o movimento excessivo do molde, estenderá o ciclo de produção e reduzirá a eficiência da produção.
O molde usa uma estrutura de ejeção assistida por gás multiponto. Após a abertura do molde, o ar é soprado na cavidade a uma certa pressão para separar as peças plásticas e o molde. A ejeção assistida por gás multiponto tem as seguintes vantagens: Primeiro, é fácil controlar a pressão e a força de ejeção é uniforme, para não explodir as peças plásticas; segundo, a ejeção assistida por gás não ejeta → redefinir → reejetar → redefinir novamente, apenas a pressão precisa ser controlada e o gás pode ser expelido a tempo. Economize tempo de moldagem e encurte o ciclo de moldagem.
Enviar consulta



X
Utilizamos cookies para lhe oferecer uma melhor experiência de navegação, analisar o tráfego do site e personalizar o conteúdo. Ao utilizar este site, você concorda com o uso de cookies.
política de Privacidade